QUY TRÌNH DÂY CHUYỀN SẢN XUẤT GẠCH KHÔNG NUNG TP88

Dây chuyền sản xuất gạch không nung Pegasus TP88 là dây chuyền tự động hoàn toàn đáp ứng công suất lớn, tối giảm nhân công trong vận hành, đem lại hiệu suất cao.
Mô hình tự động hoàn toàn của Pegasus TP88 gồm những thành phần sau:
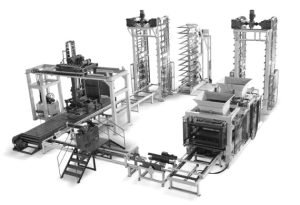
- Hệ thống chứa, cấp, cân vật liệu tự động vào máy trộn
- Hệ thống trộn liệu và thiết bị cấp liệu cho máy ép chính.
- Hệ thống ép định hình và nâng hạ sản phẩm đầu ra
- Hệ thống hồi khay bốc xếp sản phẩm tự động
- Hệ thống xe phà luân chuyển sản phẩm, thang máy nâng hạ khay sản phẩm xếp tầng
Hệ thống chứa, cấp, cân vật liệu tự động vào máy trộn
Bao gồm: xe xúc lật, silo xi măng, vít tải, phễu cân xi măng, phễu chứa vật liệu 2 khoang, phễu cân vật liệu.

Nguyên vật liệu gồm cát và đá mạt được đổ vào 1 phễu chứa 2 khoang. Cát và đá mạt được đổ vào phễu bằng xe xúc lật.
Nguyên vật liệu từ 2 phễu được 2 băng tải dẫn ra đổ chung vào 1 băng tải sau đó được đổ lên thiết bị sàng. Nguyên liệu phù hợp sẽ đi qua sàn và được rơi xuống phễu cân định lượng.

Khi đủ trọng lượng cốt liệu cho 1 mẻ trộn (Trọng lượng này do người vận hành đặt trước), tín hiệu từ phễu cân sẽ phát ra và ra lệnh cho Thiết bị sàng dừng lại. Thiết bị sàng dừng thì lập tức 2 băng tải cũng dừng. Khi đó phễu cân được mở ra bằng một xi lanh khí tự động, đổ cốt liệu xuống gầu tải máy trộn.

Nguyên liệu được đưa lên máy trộn qua gầu kíp tải rồi đổ vào buồng máy trộn theo lập trình. Xi măng được vận chuyển từ silo xi măng qua vít tải và đổ lên phễu cân định lượng xi măng. Khi trọng lượng xi măng đủ cho một mẻ trộn, phễu cân xi măng phát tín hiệu để vít tải ngừng hoạt động và xi lanh khí mở tự động cửa phễu đổ xi măng xuống máy trộn.
Hệ thống trộn liệu và thiết bị cấp liệu cho máy ép gạch không nung
Khi nguyên vật liệu đã đủ cho 1 mẻ trộn, máy trộn sẽ hoạt động trộn liệu, thời gian trộn 1 mẻ sẽ do người vận hành đặt trước.

Nước được cấp vào máy trộn bằng bơm nước bên cạnh máy trộn. Lượng nước cho 1 mẻ trộn được người vận hành đặt trước. Lượng nước này có thể thay đổi thùy theo độ ẩm của nguyên vật liệu (phụ thuộc thời tiết).
Sau khi quá trình trộn liệu kết thúc, cửa máy trộn sẽ được mở tự động bằng xi lanh khí, và vữa bê tông sẽ được xả xuống phễu. Vữa từ phễu này được băng tải liệu đưa lên đổ vào phễu của máy chính.

Các hoạt động đóng mở xi lanh khí tự động được cung cấp từ máy nén khí.
Sau khi vữa được xả hết từ máy trộn, cửa máy trộn sẽ tự động đóng lại. Một chu trình định lượng và trộn tự động lại tiếp tục.
Toàn bộ quá trình được điều khiển bởi tủ điều khiển trung tâm.
Hệ thống ép định hình gạch không nung và nâng hạ sản phẩm đầu ra
Tại máy chính, khi phễu chứa của máy chính đã được cấp đầy nguyên vật liệu, một pallet được đẩy vào bằng xi lanh thủy lực và được định vị trên bàn máy. Khuôn dưới hạ xuống mặt pallet. Hộp nạp liệu tiến vào và nạp liệu cho khuôn có gây rung và đảo liệu. Cánh đảo liệu quay được dẫn động qua bộ mô tơ – bộ truyền xích, nhằm đảm bảo cho việc nạp liệu được hoàn hảo.

Sau khi nạp liệu xong, hộp nạp liệu rút ra và khuôn trên sập xuống thực hiện quá trình rung ép tạo hình. Sau đó khuôn dưới được nhấc lên bằng một xi lanh thủy lực để dỡ khuôn. Khi khuôn dưới ra khỏi chiều cao viên gạch thì khuôn trên cũng tự động được nhấc lên theo.

Tiếp đó xi lanh thủy lực sẽ đẩy một pallet rỗng vào bàn máy và đẩy pallet có gạch thành phẩm ra ngoài băng tải xích của thiết bị xếp gạch tự động. Một chu trình rung ép tạo hình mới lại bắt đầu trên máy chính.
Pa lét chứa gạch sau khi ép xong sẽ được đẩy ra băng tải sản phẩm đưa đến thang máy hạ khay gạch đầu hồi sau đó được xe phà luân chuyển khay gạch vận chuyển đưa vào nhà dưỡng hộ cao tầng.


Hệ thống hồi khay gắp xếp tự động
Sau 3-8 giờ, gạch đã tương đối khô, xe phà sẽ lấy các pallet gạch khô từ buồng dưỡng hộ và đưa vào hệ thống gắp xếp lên tự động.

Các pallet gạch được thang máy nâng khay đầu ra hạ lần lượt xuống băng tải xích và đưa đến Thiết bị tách gạch.

Tại đây gạch được tách tự động ra khỏi các tấm pallet và đẩy sang bàn chứa gạch rồi được rô bốt đóng gói gắp ra xếp vào cao bản gỗ thành khối và chở đi.


Các tấm pallet sau khi qua Thiết bị dỡ gạch, được đưa hệ thống lật khay, quay trở lại nạp tự động vào máy chính, tiếp tục chu trình sản xuất mới.

Kết thúc một chu trình sản xuất gạch không nung trên dây chuyền tự động Pegasus TP88.

